
All industries have parts and equipment that are exposed to some type of destructive wear.
Hardfacing is a cost-effective tool that will minimize wear and increase service life. At first glance, hardfacing can be confusing and troublesome. In reality, it isn't. Understanding some of the basics about hardfacing can go a long way toward instilling confidence in your hardfacing product selection.
Postle Industries, a manufacturer of hardfacing products, has found that the following 22 answers to frequently asked questions may help you select hardfacing products that are most appropriate for your application.

1. What is hardfacing?
Metal parts often fail their intended use not because they fracture, but because they wear by abrasion, impact, metal-to-metal contact or some other form of wear, which causes them to lose dimension and functionality. Hardfacing, also known as hard surfacing, is the application of a build-up or wear-resistant weld metal onto a part's surface by means of welding to extend the life of the part. The weld metal may be applied as a solid surface or in a pattern, such as a waffle pattern, herringbone or dot pattern, etc.
Hardfacing is becoming increasingly important for many industries to protect equipment that is exposed to wear and abrasion. Postle Industries produces products used in mining, dredging, recycling, farming, railroads, earthmoving and construction, cement, logging, power generation, oil and gas drilling, as well as steel making and forging. Extending the life of wear parts will save thousands of dollars and improve productivity. Hardfacing can be used to recondition parts that have already been exposed to wear and have lost their useful life, or used in the manufacture of new parts to improve their life before they are put into service.
There are three main types of hardfacing applications:
2. What base metals can be hardfaced?
Carbon and low-alloy steels with carbon contents of less than 1 percent can be hardfaced. Medium carbon and low-alloy steels are very common since they provide higher strength than mild steels and better abrasion resistance. High carbon alloys may require a special buffer layer.
The following base metals can be hardfaced:
Carbon and low-alloy steels are strongly magnetic and can easily be distinguished from austenitic manganese steel which is non-magnetic. There are many low-alloy and higher carbon steels that are used for manufacturing equipment and spare parts, especially equipment that requires higher strength and abrasion resistance. They are not easily differentiated but should be identified in order to determine proper preheat and post-heat temperature. As the alloy content increases, the need for preheat and post-heat becomes more critical.
For example, steel made from 4130 generally requires a preheat of 400ºF(200ºC). Steel used for rails is typically higher carbon and requires a minimum preheat of 600ºF to 700ºF (315ºC to 370ºC). Manganese steel does not require preheat. In fact, steps should be taken to keep the base metal heat below 500ºF (260ºC).

3. What are the most popular welding processes used to apply hardfacing?
In order of popularity, the following welding processes are used:
There is a wide variety of equipment and power sources on the market. The current trend is toward the use of semi-automatic and automatic welding processes using FCAW and GMAW, which are about the same in terms of popularity. GMAW using either a solid wire or metal- cored welding wire must be used with a gas shield, whereas FCAW employs welding wires that are used open-arc or gasless, as well as with a gas shield. Shielded metal arc welding with flux- coated electrodes is still very popular, especially for field on-site hardfacing applications – equipment is inexpensive and portable. Factors to be considered when selecting a suitable welding process:
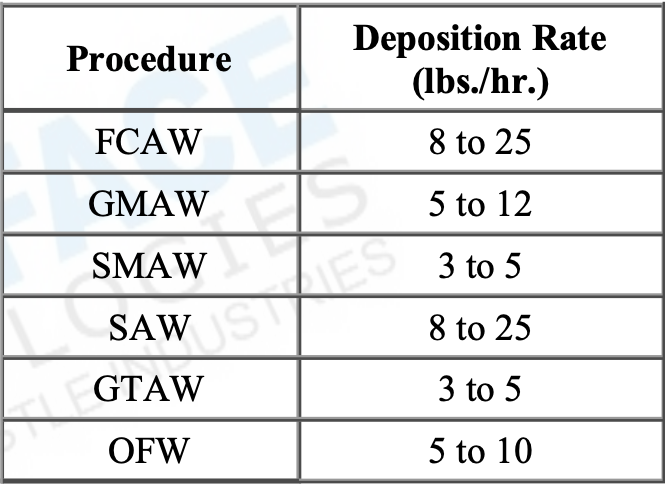
4. With so many welding processes available, which ones are the most economical?
Many factors affect the economics of hardfacing, but a major factor is the deposition rate. Table 1 shows the estimated deposition rate for each process.
5. Wear is such an all-encompassing term. Can it be broken down into more manageable categories?
Yes. Many different categories of wear exist— too many to cover in one article—but the most typical modes of wear are as follows (percentages are estimates of total wear):
Tool Joint Hardfaced with Non-Cracking Duraband® NC
Most worn parts don't fail from a single mode of wear, such as impact, but from a combination of modes, such as abrasion and impact. For example, a mining bucket tooth usually is subjected to abrasion and impact, and depending on what type of material is mined (soft or hard rock), one mode may be more dominant than another. This will dictate the hardface welding product used.
Determining the wear mode or understanding the environment to which the part is exposed to is crucial to choosing which hardfacing alloy is best suited for the application. It can be challenging to select hardfacing products and may require trial and.
Most Common Types of Wear:

Grizzly Rotor and blades for Tire Shredding - hardfaced with Postle 2834 to prevent wear
6. Is there a convenient way to categorize the many hardfacing alloys that are available when determining which hardfacing alloy to use?
Yes. Iron-base alloys can be divided into four main categories:
They have good impact properties and moderate abrasion resistance. Austenitic manganese steel is generally found around crushers, railroad track frogs and crossings, and shovel teeth. Stainless steels are good for corrosion resistance.
7. Many hardfacing alloys crack. Is this normal?
It depends on the hardfacing alloy. Many chromium carbide alloys, such as Postalloy® 2834- MCO, check-crack when cooled to moderate temperatures; this is normal. Others, such as the austenitic and martensitic families, don't crack when applied with proper welding procedures.
8. What is check-cracking?
Check-cracking, or checking as it's sometimes called, occurs in the chromium carbide families and can be identified as cracks that are perpendicular to the bead length. They generally occur from 3/8” (8 mm) to 2”(50 mm) apart and are the result of high stresses induced by the contraction of weld metal as it cools.
The cracks propagate through the thickness of the weld bead and stop at the parent metal, as long as it's not brittle. In cases in which the parent metal is hard or brittle, you should select a buffer layer of a softer, tougher weld metal. The austenitic family is a good choice for a buffer deposit.

Stress Cracks in Chromium Carbide.
9. What is chromium carbide hardfacing?
Generally, these are iron-base alloys that contain high amounts of chromium (greater than 15 percent) and carbon (greater than 3 percent). These elements form hard carbides (chromium carbides) that resist abrasion. The deposits frequently check-crack about every 1⁄2-inch, which helps relieve stress from welding. Their low friction coefficient also makes them desirable in applications that require material with good slip.
Wire products include Postalloy 2820-MCO, 2832-MCO, and 2834-MCO. Electrodes include 214 and 215HD.
Generally speaking, the abrasion resistance increases as the amount of carbon and chromium increases, although carbon has the most influence. Hardness values range from 40 HRC to 65 HRC. They may also contain other elements that can form other carbides or borides that help increase wear resistance in high-temperature applications. These alloys are limited to two or three layers.
10. What are complex carbides?
Complex carbides generally are associated with the chromium carbide deposits that have additions of columbium (niobium), molybdenum, tungsten, or vanadium. The addition of these elements and carbon form their own carbides and/or combine with the present chromium carbides to increase the alloy's overall abrasion resistance. They can have all of these elements or just one or two. They are used for severe-abrasion or high-heat applications.
Products include Postalloy 2836-MCO or 218HD
11. What are carbides in martensite?
These are tool steel type alloys with numerous tightly packed carbides of titanium, niobium, vanadium or other elements. Carbides in martensite are an excellent choice for applications requiring crack-free deposits with good wear characteristics. Weld deposits generally exhibit the same wear resistant characteristics that are expected from chromium carbide hardfacing products. Since these alloys do not crack, they tend to be easier to apply in terms of reapplication.
Products include Postalloy 2826NC-MCG, Ultrashred 580, 2828-FCO
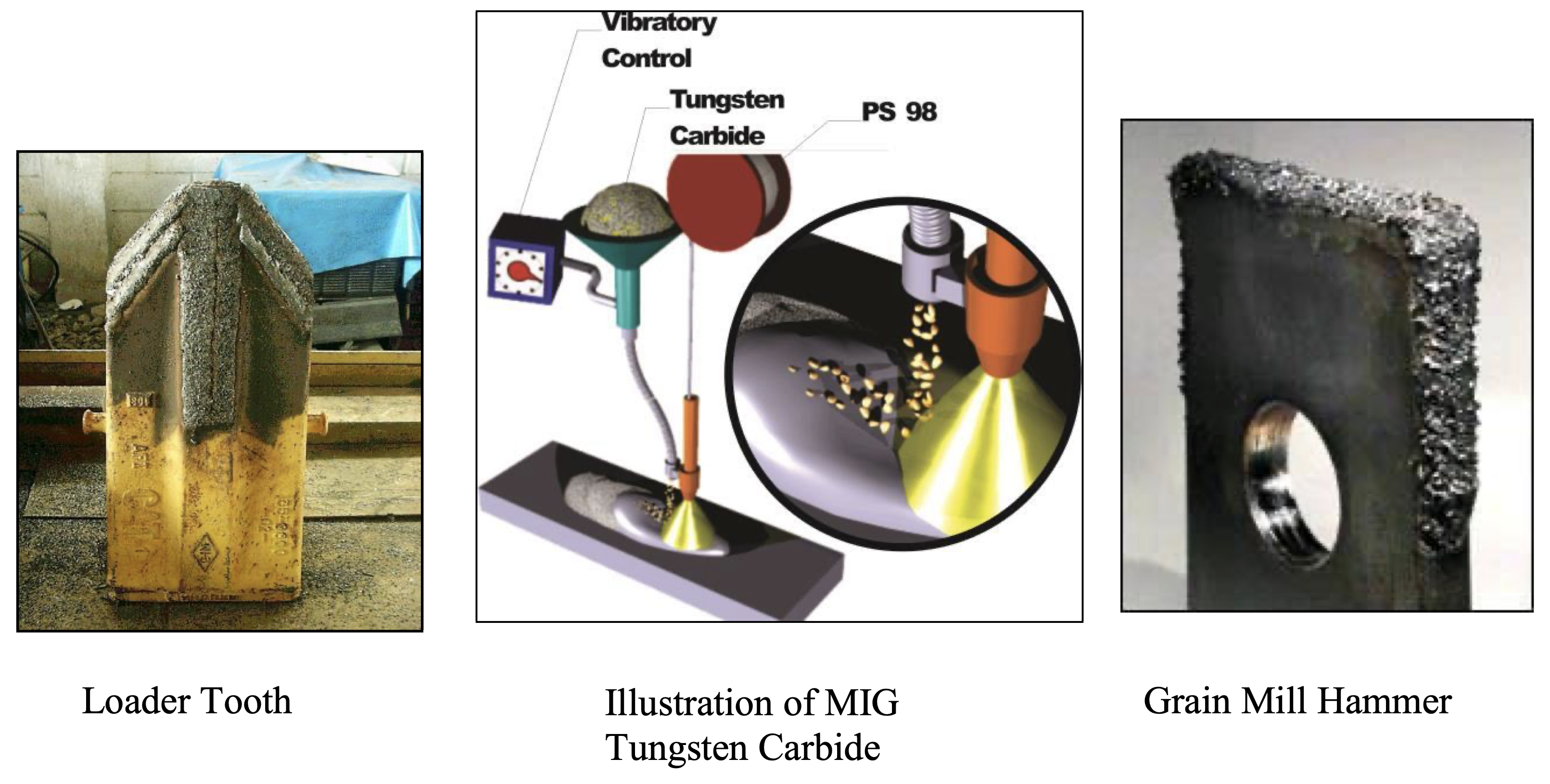
12. What is MIG Carbide?
This is also known as Tungsten Carbide Embedding. The tungsten carbide particles are fed from a hopper directly into the molten weld puddle of PS98. When the weld bead cools the resulting weld deposit contains large volumes of tungsten carbide particles embedded in a 55 to 60 HRC tool steel matrix. These extremely hard and wear-resistant particles protect bulldozer and grader blades, dragline and loader buckets, and many different types of hammers from premature wear in many challenging, highly abrasive applications.
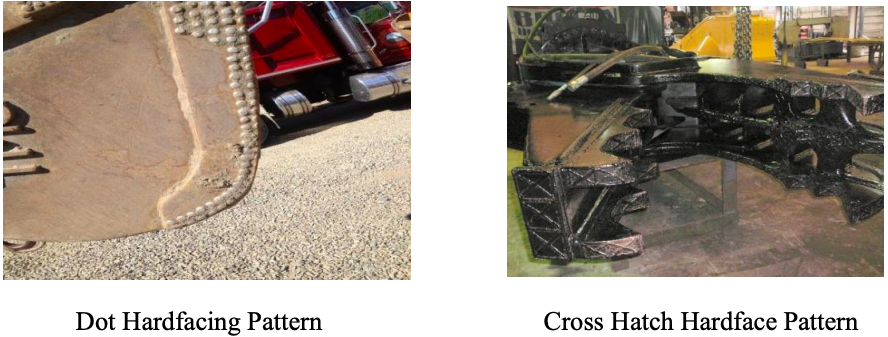
13. What is meant by hardfacing pattern?
When working in rocky earth, ore or slag, the goal is to NOT trap the soil on the surface, but to protect the surface underneath from abrasion caused by the movement of the rocks over the surface. This can be done by applying a series of ridges or weld beads parallel to the flow of material, like rails. This will prevent the rocky soil from coming in contact with the surface.
When working in dirt or sand, apply hardface weld beads spaced from 1/4" (6.4 mm) to 1-1/2" (38 mm) apart and perpendicular or against the flow of an abrasive material. Forcing the material to compact between the weld beads works well for finely grained sands and soils.
Apply a dot pattern to areas that do not see heavy abrasion, but are subjected to wear, or when weld areas are hard to reach. A dot pattern is also used on thin base metals, when distortion and warpage may be an issue from overheating of the base metal.
When working in soil with some clay content, the goal is to use a hardfacing pattern that traps the soil on the surface, forming a layer of trapped soil that will protect the surface underneath. This is best done with a crosshatch or waffle pattern. This pattern also works well when there is a combination of fine and coarse soil.
14. Can hardness values be used to predict abrasion resistance?
No, this isn't a good idea. A martensitic alloy and a chromium carbide alloy can have the same hardness, let's say 58 HRC, and perform vastly different under the same abrasive conditions. A chromium carbide alloy will provide better abrasion resistance than a martensitic alloy. The metallurgical microstructure is a better measuring stick, but that isn't always available.
The only time hardness can be used to predict wear is when the alloys being evaluated are within the same family. For example, in the martensitic family, a 55 HRC alloy will have better abrasion resistance than a 35 HRC alloy. This may or may not be the case in either the austenitic or metal carbide families. Again, you have to consider the microstructure. You should consult with the manufacturer for recommendations.
15. If hardness is unreliable, then how is wear measured?
It depends on the type of wear involved, but in the case of abrasive wear—by far the most predominant wear mechanism—the ASTM Intl. G65 Dry Sand Rubber Wheel Test is used extensively. Essentially, this is a test in which the sample is weighed before and after the test, and the result is usually expressed in grams of weight loss or volume loss.
A sample is held against a spinning rubber wheel with a known force for a number of set number of revolutions. A specific type of sand, which is sized carefully, is trickled down between the sample and rubber wheel. This simulates pure abrasion, and the numbers are used as guidelines in material selection.

ASTM G65 Test Apparatus
16. What type of gas is used in GMAW hardfacing?
Low penetration and dilution are the major objectives in hardfacing, so pure argon and mixtures of argon with oxygen or carbon dioxide generally will produce the desired result. You also can use pure carbon dioxide, but you may get more spatter than you would with an argon mixture.
17. What is a ball, or globular, transfer, and why is it important?
Welding wires produce either a spray transfer or a globular (ball) transfer of molten metal across the welding arc. Spray transfer is a dispersion of fine molten metal drops and can be characterized as a smooth-sounding transfer. These wires are desirable in joining applications in which you require good penetration.
Ball transfer wires disperse larger molten metal drops, or balls. This type of transfer promotes low penetration and dilution, suitable for hardfacing. It has a noisier arc that produces an audible crackling sound and generally has a higher spatter level than spray transfer wires. Welding parameters such as electrical stick-out, gas (if any), amperage, and voltage can affect the size of the ball and its transfer. Gasless or open arc wires all have a globular or ball transfer.
18. Must parts be preheated before hardfacing?
You should consult the manufacturer for the best combination to prevent cracking and spalling.

Preheating with Propane
19. When is a cobalt or nickel hardfacing alloy used?
Cobalt alloys contain many types of carbides and are good for severe abrasion at high temperatures. They also have good corrosion resistance for some applications. Deposit hardness ranges from 25 HRC to 55 HRC. Work-hardening alloys also are available.
Nickel-base alloys can contain chromium borides that resist abrasion. They can be good particularly in corrosive atmospheres and high temperatures when abrasion is a problem.
20. Why are some hardfacing products limited to two or three layers?
Chromium carbide, such as Postalloy 2834-MCO wire or complex carbides, such as 2836-MCO wire, are generally limited in the number of layers that can be applied. Electrodes include 214, 215HD or 218HD. The brittle nature of the metal carbides leads to check-cracking, and as multiple layers are applied, stress continues to build, concentrating at the root of the check cracks, until separation or spalling occurs between the parent metal or buffer and the hardfacing deposit.
Unless otherwise specified by the manufacturer, and with the correct procedures, martensitic hardfacing alloys, such as Postalloy 21 electrodes or 2898-FCO wire can be applied in multiple layers. Austenitic manganese hardfacing products, such as Postalloy 2850-FCO, can be applied in unlimited layers unless the manufacturer specifies otherwise.
Be sure to follow the manufactures recommendation pertaining to number of layers. If more layers are required a buffer or build-up alloy should be used.
21. What is meant by a build-up or buffer alloy?
A mild steel electrode, or wire such as 7018 or E70S6, should never be used for build-up or as a buffer layer. While mild steel welding products are great for joining and fabricating, they do not have the strength and hardness to support hardfacing. A soft mild steel buffer layer will collapse under the hardface layer, causing the hardface layer to spall off and fail.
22. Can cast iron be hardfaced?
Yes, but you consider preheat and interpass temperatures. Nickel and nickel-iron products usually are suitable for rebuilding cast iron. These products aren't affected by the carbon content of the parent metal and remain ductile. Multiple layers are possible. If further wear protection is required, metal carbide products can work well on top of the nickel or nickel-iron build-up.
These frequently asked questions only begin to address hardfacing. Hardfacing product manufacturers and specialists can contribute to a greater in-depth understanding of hardfacing and help assist you in product and process selection for your application.
Postalloy® is a registered trademark of Postle Industries, Inc.